In the world of food and beverage processing, maintaining thermal efficiency, ensuring product safety, and minimizing operational downtime are all non-negotiable demands. Whether it’s for cold storage, chilling equipment, pasteurization lines, or fermentation control, the choice of heat transfer fluid can significantly impact both performance and compliance.
TONO FROST 593, developed by Chemtex, is an NSF HT1-certified inhibited propylene glycol solution engineered to meet the highest standards of safety, performance, and efficiency in food-grade environments.
What is TONO FROST 593 ? TONO FROST 593 is a blend of food-grade propylene glycol and a corrosion inhibitor package designed to provide:
Long-lasting protection against rust, scale, and corrosion
Stable thermal conductivity
Wide temperature operability
Food safety compliance for indirect contact
In a market flooded with products, NSF certification stands as illumination of reliability and trust. Unlike many pre-inhibited glycols, TONO FROST 593 retains freeze protection, even in extreme low temperatures, while ensuring zero compromise on safety or performance.
What Does TONO FROST 593 Offer to the Industry?
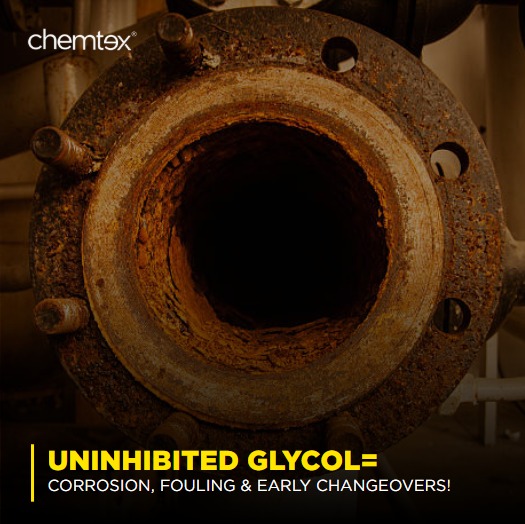
In applications where temperature-sensitive environments are paramount, poor-quality or improperly inhibited glycol-based fluids can create major problems such as metal corrosion, system inefficiency, unexpected breakdowns, and high maintenance costs.
Rely upon these advantages
Saves Power: Heat transfer systems lose efficiency as glycol degrades or sludge builds up. TONO FROST 593 maintains an optimal heat transfer rate, ensuring chillers, pumps, and compressors aren’t overworked—leading to significant energy savings.
Protects Metallurgy: It protects metals like Stainless Steel, Copper, Brass, Aluminum, Cast Iron. This helps to prevent system failure due to pitting, leakages, or scaling, reducing repair costs and increasing uptime.
Maintains Freeze Protection: Ensures uninterrupted protection in sub-zero applications, making it ideal for frozen food storage, chilled water systems, and brewery fermentation cooling.
Why Make the Switch?
The most important aspects are
Safety: Compliant with international food safety standards
Low Maintenance: Protects metallurgy and reduces downtime
Eco-Friendly: Non-toxic, biodegradable, and sustainable
Cost-Effective: Reduces energy bills and long-term repairs
Make the switch to TONO FROST 593—where thermal efficiency meets food safety